




平面銑削主要是對工件的表面進行加工,使工件的精度和質量達到加工要求。平面銑削需要考慮加工平面的大小、具體的位置以及加工表面的平整程度。此外,工件加工面的基準定位及平行度、垂直度都要考慮在內。平面銑削的加工內容是平面銑削工藝的基礎。
(一)平面銑削工藝的特點
在平面的銑削加工過程中,主要有立銑刀圓周銑和面銑刀端面銑這兩種方式。在平面作業時,端面銑的效率和質量較高,所以在一般情況下,平面銑削都會使用端面銑。端面銑的特點如下:
(1)在面銑刀加工時,軸線必須垂直于加工工件的表面。銑床的主軸軸線會直接影響到加工工件平面度的好壞。
(2)端面銑時的面銑刀刀柄裝夾性能好,振動幅度不大,比較穩定。
(3)端面銑工作時,刀齒的主切削刃與副切削刃同時作業,使加工工件的表面質量較好。其中,主切削刃負責切削,副切削刃起到修光的作用。
(4)端面銑能夠使用質量和精度良好的合金刀片,提高效率和質量。
(二)平面銑削接觸方式
切入角與切出角如圖所示,面銑刀的刀尖切入工件的角度(E)稱為切入角(咬入角),刀尖從工件離開時的角度(DE)稱為切出角(脫離角)。切入角與切出角是決定切削開始時與切削結束時的刀具所受到的沖擊大小的主要因素,也關系到刀具壽命。
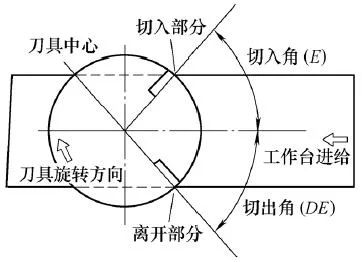
切入角與切出角
對有的工件而言,確定了面銑刀的直徑與補正量(工件與銑刀的位置關系),切入角與切出角也就確定。如圖所示,左側的面銑刀切入角EA與右側的面銑刀切入角EB的關系是EA≥EB。

切入角對比
切削刃切入時的接觸點。切削刃切入工件的位置不同,刀具壽命會有所變化。如圖所示,切削刃切入工件之前的狀態。切除的剖面用STUV平行四邊形來表示。
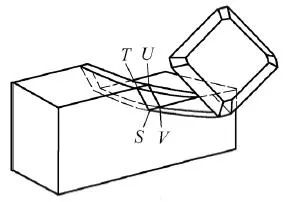
切削刃接觸點
切削刃與工件的接觸發生在STUV的范圍內,從S、T、U、V中的任意一邊或整個平面同時開始接觸。接觸的方式分類如下:
(1)點接觸S、T、U、V。
(2)線接觸ST、TU、UV、VS。
(3)面接觸STUV。
接觸方式由面銑刀的各角度與切入角決定,9種接觸方式與各角度關系式如圖所示。S點接觸是從刀尖最弱的部位開始接觸,因此易發生破損,必須避免這種方式,最好是U點接觸或V點接觸。要實現這樣的接觸方式,需要確定面銑刀的各角度以及相對安裝位置。圖中R為徑向刃傾角;A為軸向刃傾角;E為切入角;CH為切削刃余偏角。
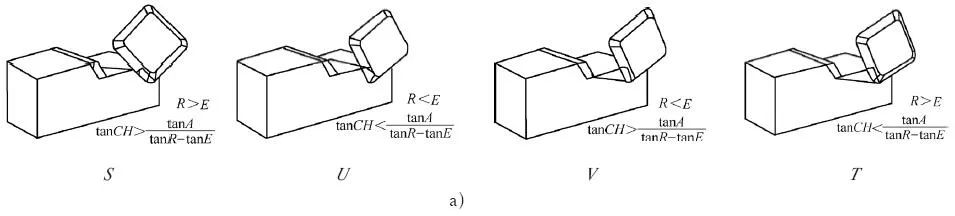
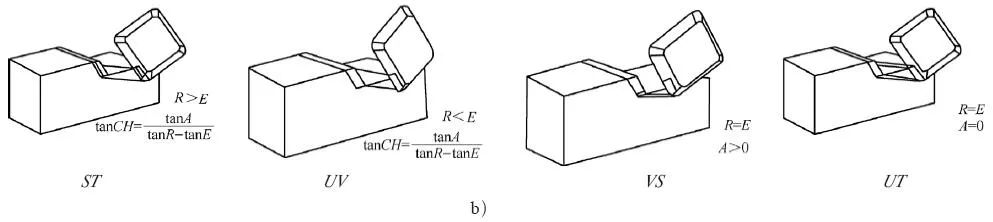
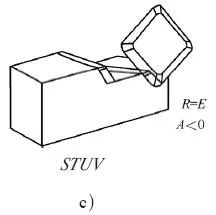
a)點接觸 b)線接觸 c)面接觸
9種接觸方式


 客服1
客服1 