




CBN刀具在什么情況下需要替換?
在刀片有破損的情況下需要替換,如崩刃、剝落、碎斷、裂紋等,一般出現(xiàn)在斷續(xù)切削工況。還有其他情況,如加工后的工件尺寸超差,表面光潔度達(dá)不到圖紙要求等,出現(xiàn)以上情況時(shí),刀片刀尖已經(jīng)出現(xiàn)了磨損情況,需要替換新的刀片加工工件。
(1)崩刃
這是CBN刀具斷續(xù)加工鋼和鑄鐵時(shí)常見的一種破損形式。它是在切削刃上產(chǎn)生的小缺口,刀刃上幾個(gè)小缺口或被崩掉一小塊。如微崩刃的刀具在允許的磨損限度內(nèi)還能繼續(xù)切削,超差則需要更換。

(2)剝落
銑削鋼和鑄鐵端面時(shí),在前刀面上常出現(xiàn)的貝殼狀剝落。出現(xiàn)此類情況,可通過提高切削速度、降低進(jìn)給量,使用有負(fù)倒棱、刃口經(jīng)過鈍化處理的刀片。
(3)碎斷
CBN刀具連續(xù)切削高硬度材料或者斷續(xù)切削工件時(shí)常發(fā)生的破損形式,這是由于斷續(xù)切削高硬度工件時(shí)沖擊載荷過大、短時(shí)間切削后即發(fā)生的早期破損,雖然切削條件適當(dāng),但切削較長(zhǎng)時(shí)間后,沒有及時(shí)換刀,由于刀具材料疲勞就發(fā)生了大塊的斷裂。
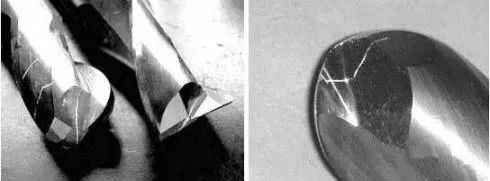
(4)裂紋
CBN刀具在較長(zhǎng)時(shí)間的斷續(xù)切削后,有因機(jī)械沖擊而引起的平行于切削刃的機(jī)械疲勞裂紋,也有因熱沖擊而引起的垂直于或傾斜于切削刃的裂紋。當(dāng)這些裂紋不斷擴(kuò)展合并后,就引起刀刃碎裂或斷裂。
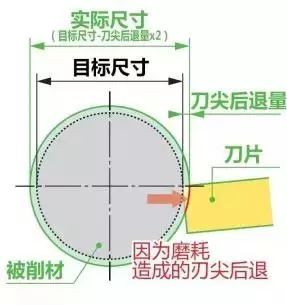
(5)磨損
A:后刀面磨損:最常見的磨損形式,是刀具與工件材料中的硬粒子摩擦形成的,磨損嚴(yán)重則會(huì)致使被加工工件的表面粗糙度和尺寸精度超差,需替換新的CBN刀片。
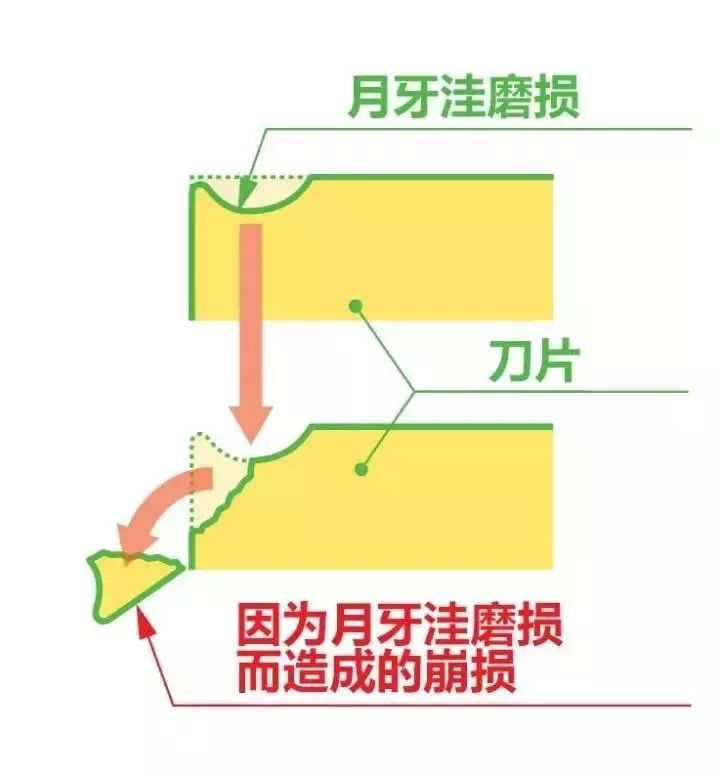
B:月牙洼磨損:發(fā)生在刀片的前刀面,是由工件材料和切削刀具之間的化學(xué)反應(yīng)造成的。月牙洼磨損會(huì)導(dǎo)致切屑處理惡化,影響已加工表面質(zhì)量,而且過大的月牙洼磨損會(huì)削弱切削刃并可能導(dǎo)致斷裂。
C:壓力面磨損:主要原因是因?yàn)榍邢魉俣忍欤M(jìn)給量太大,刀具后角太小而造成壓力面磨損。
D:邊界磨損:主要原因是主偏角太大,進(jìn)給量太大,切削速度太低造成邊界磨損。