




當(dāng)模具型腔為復(fù)雜的立體曲面,而又難以分解成若干簡單型面來加工時(shí),宜采用仿形銑削加工,仿形銑削加工效率較高,特別適用于型腔的粗加工。仿形銑涵蓋二維和三維凸面和凹面形狀的多軸銑削。零件越大和待加工形狀越復(fù)雜,工藝規(guī)劃就變得越重要。典型的仿形銑削如圖所示。
典型仿形銑削加工示意圖
仿形銑削主要指對(duì)凸形凹腔和曲面的銑削,常用于模具制造輪廓的加工。仿形銑刀多采用圓弧刃,與普通銑相比,在相同進(jìn)給條件下可獲得較小的加工殘余面積,從而提高表面加工質(zhì)量。
1.仿形銑刀特點(diǎn) 仿形銑刀是配備帶有圓切削刃的可轉(zhuǎn)位刀片的刀具。該銑刀全部帶有圓切削刃(用于圓環(huán)面銑刀或球頭銑刀的可轉(zhuǎn)位刀片)或部分帶有圓切削刃,仿形銑刀分類中包括套式銑刀、帶螺旋刀柄的銑刀、模塊化(螺旋)銑刀等。
仿形銑刀使用圓形刀片,使得仿形銑刀具備多種優(yōu)點(diǎn),可實(shí)現(xiàn)小背吃刀量、大進(jìn)給,這是高速加工發(fā)展趨勢(shì)下的一個(gè)補(bǔ)充,仿形銑刀具有如下優(yōu)點(diǎn):
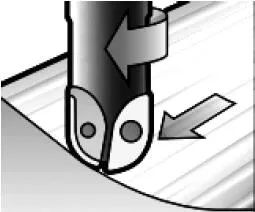
1)進(jìn)刀能力強(qiáng)。一些仿形銑刀可以象鉆頭那樣,直接進(jìn)刀,切入工件。
2)螺旋插補(bǔ)。綜合運(yùn)用仿形銑刀和螺旋插補(bǔ)可以容易、快速地加工大直徑孔。
3)切削刃強(qiáng)度。由于沒有尖角,圓形刀片能承受更大的刀具偏轉(zhuǎn)和振動(dòng),允許加工中提高轉(zhuǎn)速、增大進(jìn)給,同時(shí)減少崩刃的危險(xiǎn)。
4)切削刃數(shù)目。圓形刀片擁有更多可用的切削刃。根據(jù)刀片的尺寸以及背吃刀量,圓形刀片可以有4~8次有效的轉(zhuǎn)位,材料去除量至少是普通菱形和方形刀片的兩倍。這種優(yōu)勢(shì)可以減少操作者換刀片的次數(shù),效率高,經(jīng)濟(jì)性好。
5)高效切削。使用圓形刀片不需要很高的機(jī)床功率即可擁有很高的金屬切削率。因?yàn)閳A形刀片的強(qiáng)度高,所以可以選用比直角銑刀更大的進(jìn)給量進(jìn)行加工,甚至可以在輕型機(jī)床上進(jìn)行較大負(fù)載的粗加工。
6)粗加工后工件表面精度較高。采用圓形刀片銑削后的表面不像直角刀具粗加工表面后殘留了明顯的凸凹不平,而表面殘留高度較低。采用圓形刀片粗加工后的工件表面精度較高,可以直接進(jìn)行半精加工,甚至可直接進(jìn)行精加工。
2.仿形銑刀選用
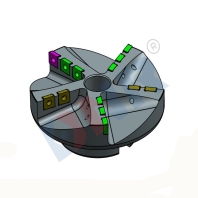
1)仿形銑刀刀片的分類及選擇。仿形銑刀主要有圓刀片的銑刀和球頭銑刀。裝圓刀片的銑刀、球頭型銑刀及刀片如圖所示。
裝圓刀片的銑刀
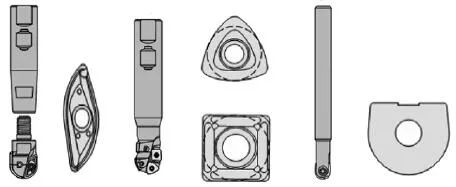
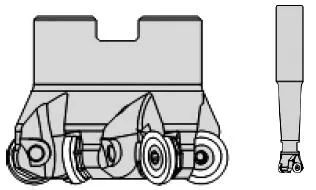
球頭型銑刀及刀片
2)刀體、刀片的選擇。仿形銑刀刀體的選擇可根據(jù)應(yīng)用場合工況決定刀體選擇。
不同工況刀體選擇

3)加工階段的選擇。粗加工一般用圓刀片刀具,精加工使用整體硬質(zhì)合金球頭立銑刀,帶可互換整體式硬質(zhì)合金切削頭的立銑刀。
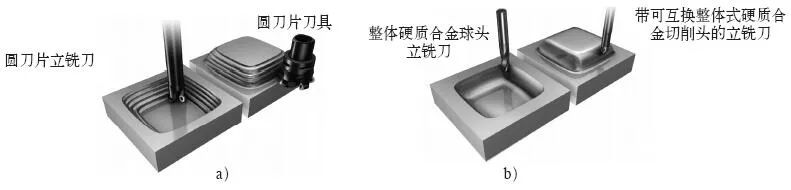
不同加工階段仿形用銑刀的選擇
a)仿形粗加工用銑刀 b)仿形精加工用銑刀
4)在仿形銑削中,常用的刀具有圓刀片的銑刀、球頭銑刀、可換銑削頭式球頭銑刀及整體硬質(zhì)合金球頭立銑刀4種。下表在考慮切削加工穩(wěn)定性、加工成本和生產(chǎn)率等幾個(gè)方面,對(duì)這4種常用的仿形銑刀進(jìn)行了比較。
不同類型銑刀在仿形加工中的選用

5)切削速度的計(jì)算。當(dāng)計(jì)算球頭銑刀或圓刀片刀具的切削速度時(shí),實(shí)際切削速度vc將更低(如果ap較小時(shí)),工作臺(tái)進(jìn)給和生產(chǎn)效率將受到嚴(yán)重限制。
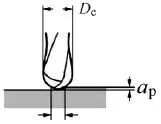
球頭銑刀
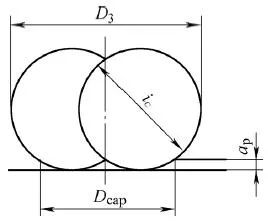
圓刀片
根據(jù)實(shí)際或有效切削直徑Dcap有:

對(duì)于球頭銑刀有效切削直徑Dcap的計(jì)算:

式中
n——轉(zhuǎn)速,單位為r/min;
vc——切削速度,單位為m/min;
Dcap——有效刀具直徑,單位為mm;
Dc——刀具公稱直徑,單位為mm;
ap——軸向背吃刀量,單位為mm。
圓刀片刀具的有效直徑的計(jì)算:

式中
Dc——刀具公稱直徑,單位為mm;
ic——刀片公稱直徑,單位為mm;
ap——軸向背吃刀量,單位為mm。