熱縮刀柄概述
時間:2024-04-11 17:22:28 來源:admin 點(diǎn)擊:0次
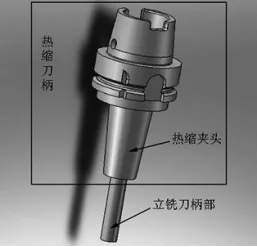
熱縮刀柄是利用熱脹冷縮的原理工作的,用熱感應(yīng)裝置使刀柄的夾持部分在短時間內(nèi)加熱,使得刀柄內(nèi)徑擴(kuò)張,然后立即把刀具裝入刀柄內(nèi)。刀柄冷卻收縮時,即可賦予刀具夾持面均勻的壓力,從而產(chǎn)生很高的徑向夾緊力,將工具牢牢夾持住,刀具和刀柄間不介入任何機(jī)械夾持部件。熱裝刀柄可解決高速精加工中極為重要的平衡、振擺精度及夾緊強(qiáng)度等問題。
熱縮刀柄分類 根據(jù)壁厚,夾持刀具長度,過盈量分為以下三種:(1)標(biāo)準(zhǔn)型:從德國產(chǎn)生。(2)加強(qiáng)型:壁厚加大,用于航空航天行業(yè)重載強(qiáng)力銑削刀具夾持。以HSK63A熱縮刀柄為例,利用有限元軟件ANSYS,根據(jù)熱縮刀柄—刀具配合的夾持力的不 同影響因素,分別建立有限元模型,分析結(jié)構(gòu)因素對夾持力的影響,得出熱縮夾頭和刀具的材料 物理特性。
各影響因素與夾持力(或接觸壓力)的相關(guān)性如表所示。其中,熱縮夾頭的壁厚、配合過盈量和接觸長度與接觸壓力具有正相關(guān)性。增大熱縮夾頭的外壁壁厚、熱縮夾頭—刀具配合的初始過盈量和接觸長度,均會增大夾持力;在相同的初始過盈量條件下,內(nèi)孔較大的熱縮夾頭夾持力較小;隨著主軸轉(zhuǎn)速提高,熱縮夾頭—刀具配合過盈量減小,夾持力也會相應(yīng)減小。切削傳熱導(dǎo)致熱縮夾頭溫度升高,同樣也會減小配合過盈量,從而降低熱縮夾頭對刀具的夾持力。
熱縮刀柄的特點(diǎn) ①均勻的夾持力使刀具的跳動非常小(≤0.003mm)。②夾緊力大。③結(jié)構(gòu)緊湊對稱、外形尺寸小,適合深腔加工。④能適應(yīng)高速回轉(zhuǎn)。⑤適用于精加工和粗加工。⑥刀具柄部與夾套之間完全牢固連接,切削液只能從冷卻孔流向刀具。⑦熱縮刀夾技術(shù)可以提高切削速度和進(jìn)給量,同時改善加工表面的質(zhì)量,使刀具和主軸壽命增加。(1)刀柄:HSK63A-SF20-100熱縮刀柄。(4)切削參數(shù):n=16000r/min,vf=12000mm/min,ap=10mm,ae=9.8mm。