




對工件進行轉(zhuǎn)動,刀盤作直線運動或曲線運動的切削加工。車床是用于加工工件的內(nèi)外圓柱面、端面、錐面、成形面、螺紋等零件的車削。
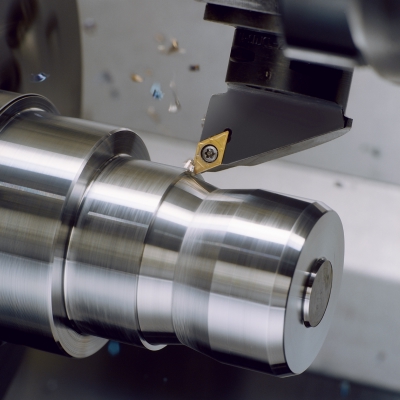
刀在車削內(nèi)、外圓柱面時沿與工件旋轉(zhuǎn)軸平行的方向移動。車削端面或切割工件時,刀具在垂直于工件的旋轉(zhuǎn)軸上水平移動。當(dāng)?shù)毒哌\動軌跡與工件的旋轉(zhuǎn)軸成一斜角時,可加工出錐面。車削成形的回轉(zhuǎn)體表面,可用成形刀具法或刀尖軌跡法。切削時,工件通過機床主軸帶動旋轉(zhuǎn)作主運動;夾持在刀架上的車刀作進給運動。切割速度v指的是旋轉(zhuǎn)的工件加工面與刀具接觸點處的線速度(米/分);切削深度 指的是每次切削加工表面與加工表面之間的垂直距離(毫米),但在切斷和成形車削時為垂直于工件的接觸長度(毫米)。進給指的是每轉(zhuǎn)工件時,刀具沿進給方向的位移(毫米/轉(zhuǎn)),也可以用刀片每分鐘進給(毫米)來表示。選用高速鋼車刀對普通鋼進行車削時,切削速度通 常在25~60米/秒,硬質(zhì)合金車刀可達(dá)到80~200米/秒;在使用涂層硬質(zhì)合金車刀時,最大速度可達(dá)到每分鐘300米以上。
車削通常分為粗車和精車(包括半精車)。粗粒機在不減少切削速度的情形下,為了提高車削效率,選用大的切削深度和進給量,但其加工精度只可以達(dá)到IT11,表面粗糙度在Rα20~10微米之間,半精車和精車都盡量選用高速的進給量和切削深度,加工精度可達(dá)IT11~10微米。選用精密修研的高精度車床用金剛石車刀高速精車有色零件,可獲得IT7~5的加工精度,Rα0.04~0.01微米的表面粗糙度被稱為"鏡面車削"。若在金剛石車刀的刀刃上修研0.1~0.2微米的凹凸形,車削的表面會形成一種凹凸極微而整齊排列的條紋,在光的衍射作用下呈現(xiàn)出如錦緞般的光澤,可作為裝飾性表面,這樣的車削稱為"虹面車削"。

車削過程中,當(dāng)工件轉(zhuǎn)動時,當(dāng)工件轉(zhuǎn)動時,刀具也以相應(yīng)的轉(zhuǎn)速比(刀具轉(zhuǎn)速通常為工件轉(zhuǎn)速的幾倍)隨工件旋轉(zhuǎn),即可改變刀具和工件的相對運動軌跡,加工出截面為多邊形(三角形、方形、棱形、六邊形等)的工件。當(dāng)?shù)毒呖v向進給時,在刀架上附加一種周期性的徑向往復(fù)運動,相對于工件每一轉(zhuǎn)動,就可加工出凸輪或其它非圓截面的曲面。本實用新型的鏟齒式車床上,刀齒的后刀面可以依照相似的工作原理加工某些多齒刀具(例如成形銑刀、齒輪滾刀),稱為"鏟背"。
1、容易保證每一工件加工面的位置精度。
a、比如容易保證同軸度的要求。
工件采用夾頭安裝,旋轉(zhuǎn)軸線作為車床旋轉(zhuǎn)軸線。
采用前、后端安裝工件,旋轉(zhuǎn)軸線為兩頂心連接。
b、容易保證端面與軸線垂直度要求由橫向滑板導(dǎo)向,使工件旋轉(zhuǎn)軸線垂直。
2、切削過程比較平穩(wěn),避免慣性力和沖擊力,允許使用較大的切削量,高速切削,有利于生產(chǎn)率的提高。
3、適合于有色金屬零件精加工。
非金屬件表面粗糙度大的Ra值要求不高時,不宜進行研磨加工,需車、銑等。采用金剛石車刀精加工,可以達(dá)到更高的品質(zhì)。
4、刀具簡單。
刀具的制造,刃磨及安裝都比較方便。