




切削用量是用來表示切削運動、調整機床加工參數的參量,可用它對主運動和進給運動進行定量描述。切削用量包括切削速度、進給量和背吃刀量三個要素。
(1)切削速度(vc) 切削刃上選定點相對于工件主運動的瞬時線速度。回轉主運動的線速度vc(m/min)的計算公式如下
vc=πdn/1000
式中 d——切削刃上選定點處所對應的工件或刀具的回轉直徑,mm;
n——工件或刀具的轉速,r/min。
需要注意的是:車削加工時,應計算待加工表面的切削速度。
(2)進給量(f) 刀具在進給運動方向上相對于工件的位移量,稱為進給量。用刀具或工件每轉或每行程的位移量f(mm/r)來表示,如圖所示。其單位用mm/r或mm/行程(如刨削等)表示。
數控編程時,通常采用進給速度vf(F指令)表示刀具與工件的相對運動速度,單位是mm/min。車削時的進給速度vf為
vf=nf
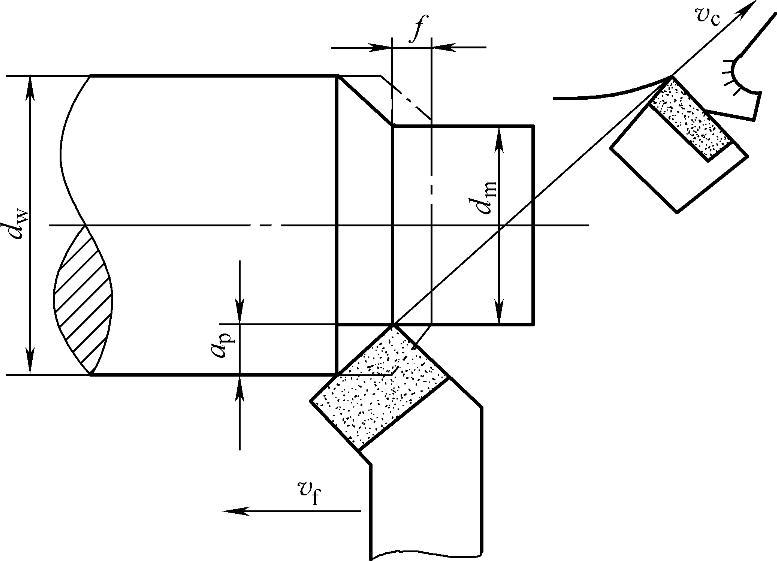
切削用量三要素
對于鉸刀、銑刀等多齒刀具,通常規定每齒進給量fz(mm),其含義是刀具每轉過一個齒,刀具相對于工件在進給運動方向上的位移量。進給速度vf與每齒進給量的關系為
vf=nzfz
式中 z——刀齒數。
(3)背吃刀量(ap) 已加工表面與待加工表面之間的垂直距離,單位mm。外圓車削時:
ap=(dw-dm)/2(2-4)
式中 dw——待加工表面直徑(mm);
dm——已加工表面直徑(mm)。
注意:鏜孔時式中的dw和dm的位置互換一下,鉆孔加工的背吃刀量為鉆頭的半徑。


 客服1
客服1 