




(1)圓周銑削方式 圓周銑削有兩種銑削方式:逆銑和順銑。
如圖a所示,銑刀的旋轉方向和工件的進給方向相反時稱為逆銑,相同時稱為順銑,如圖b所示。逆銑時,切削厚度從零逐漸增大。銑刀刃口有一鈍圓半徑rn,造成開始切削時前角為負值,刀齒在過渡表面上擠壓、滑行,使工件表面產生嚴重冷硬層,并加劇了刀齒磨損。此外,當瞬時接觸角大于一定數值后,進給力垂直分力向上,有抬起工件趨勢。順銑時,刀齒的切削厚度從最大開始,避免了擠壓、滑行現象;并且進給力垂直分力始終壓向工作臺,有利于工件夾緊,可提高銑刀壽命和加工表面質量。
若在絲杠與螺母副中存在間隙情況下采用順銑,當進給力Ff,逐漸增大,超過工作臺摩擦力時,使工作臺帶動絲桿向左竄動,造成進給不均勻,嚴重時會使銑刀崩刃。逆銑時,由于進給力Ff作用,使絲杠與螺母傳動面始終貼緊,故銑削過程較平穩。
(2)端銑方式 端銑時,根據面銑刀相對于工件安裝位置不同,也可分為逆銑和順銑。如圖a所示,面銑刀軸線位于銑削弧長的中心位置,上面的順銑部分等于下面的逆銑部分,稱為對稱端銑。圖b中的逆銑部分大于順銑部分,稱為不對稱逆銑。圖c中的順銑部分大于逆銑部分稱為不對稱順銑。圖中切入角δ與切離角δ1,凡位于逆銑一側為正值,而位于順銑一側為負值。
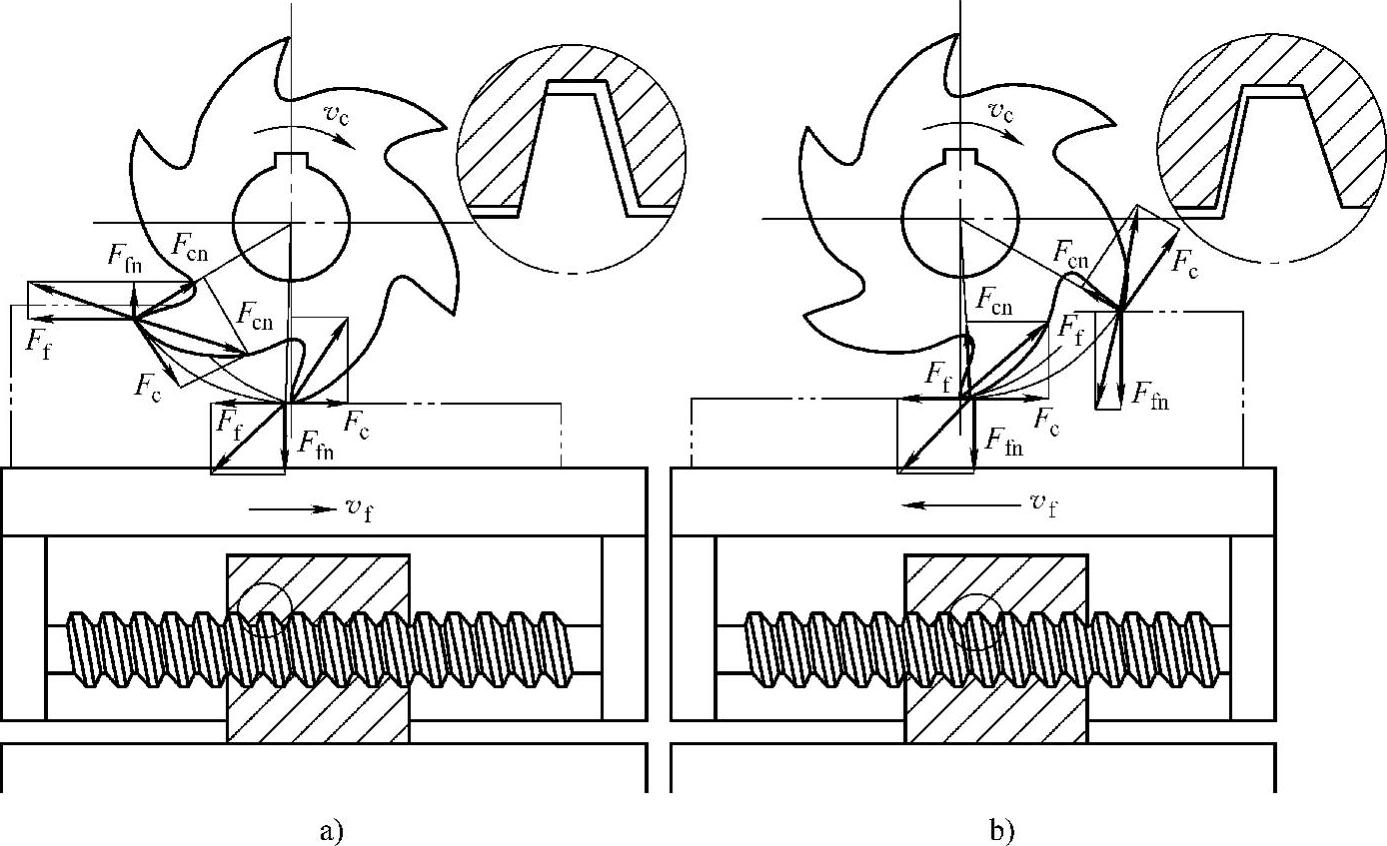
逆銑與順銑
a)逆銑 b)順銑
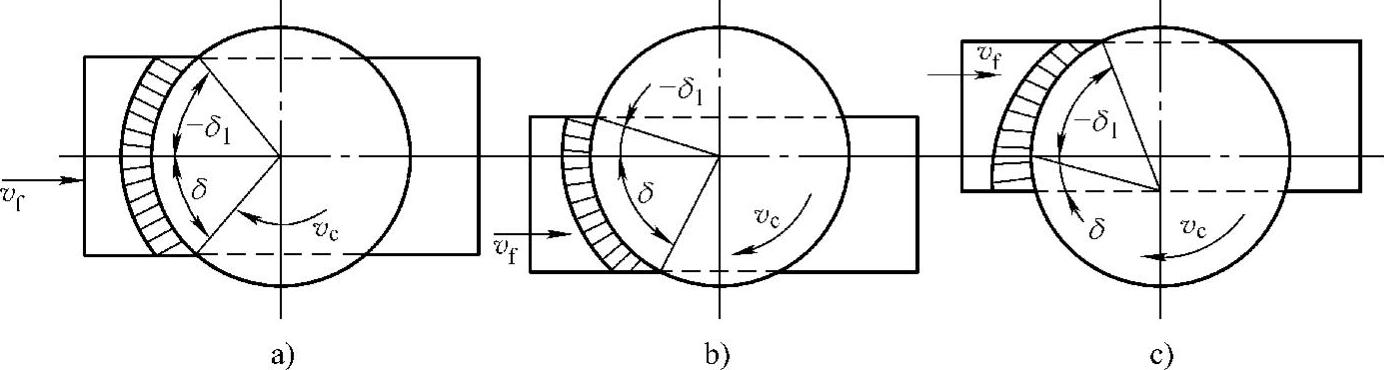
端銑時的順銑與逆銑
a)對稱端銑 b)不對稱逆銑 c)不對稱順銑


 客服1
客服1 