




刀片密度的選擇 刀片密度是指每英寸直徑所含的刀片數(shù)。刀片密度的選擇主要考慮銑刀有足夠的容屑空間,容屑空間太小將導(dǎo)致憋屑,損壞刀刃并可能損壞工件。然而,刀片又應(yīng)有足夠的密度,以保證在切削期間至少有一個(gè)刀片在切削。如果不能保證這一點(diǎn),則會引起劇烈的沖擊,這將導(dǎo)致刀刃的破裂、刀具的損壞和機(jī)床的超負(fù)荷。
可轉(zhuǎn)位面銑刀有粗齒、細(xì)齒和密齒三種。粗齒銑刀容屑空間較大,常用于粗銑鋼件或者能產(chǎn)生連續(xù)切屑的軟材料的銑削;粗銑帶斷續(xù)表面的鑄件和在平穩(wěn)條件下銑削鋼件時(shí),可選用細(xì)齒銑刀。密齒銑刀的每齒進(jìn)給量較小,主要用于加工薄壁鑄件。
刀具角度的選擇 刀片切削角度可以相對徑向平面和軸向平面定位成正前角、負(fù)前角和零前角,如圖所示。由于零前角會引起整個(gè)切削刃同時(shí)與工件沖擊,故一般不采用。
徑向和軸向前角的組合決定了切削角。常用的基本組合包括:徑向負(fù)前角和軸向負(fù)前角;徑向正前角和軸向正前角;徑向負(fù)前角和軸向正前角及徑向正前角和軸向負(fù)前角。
軸向和徑向前角均為負(fù)值(下簡稱“雙負(fù)”)的刀具習(xí)慣上用于鑄鐵和鑄鋼的粗加工,但要求機(jī)床功率和剛性足夠。“雙負(fù)”的刀片其切削刃強(qiáng)度最好,能經(jīng)受大切削載荷和相當(dāng)?shù)那邢髁Α_@種由于負(fù)的角度而加大的切削力將增加功率的消耗。雙負(fù)的刀具還需要機(jī)床、工件和夾具有更好的剛性。
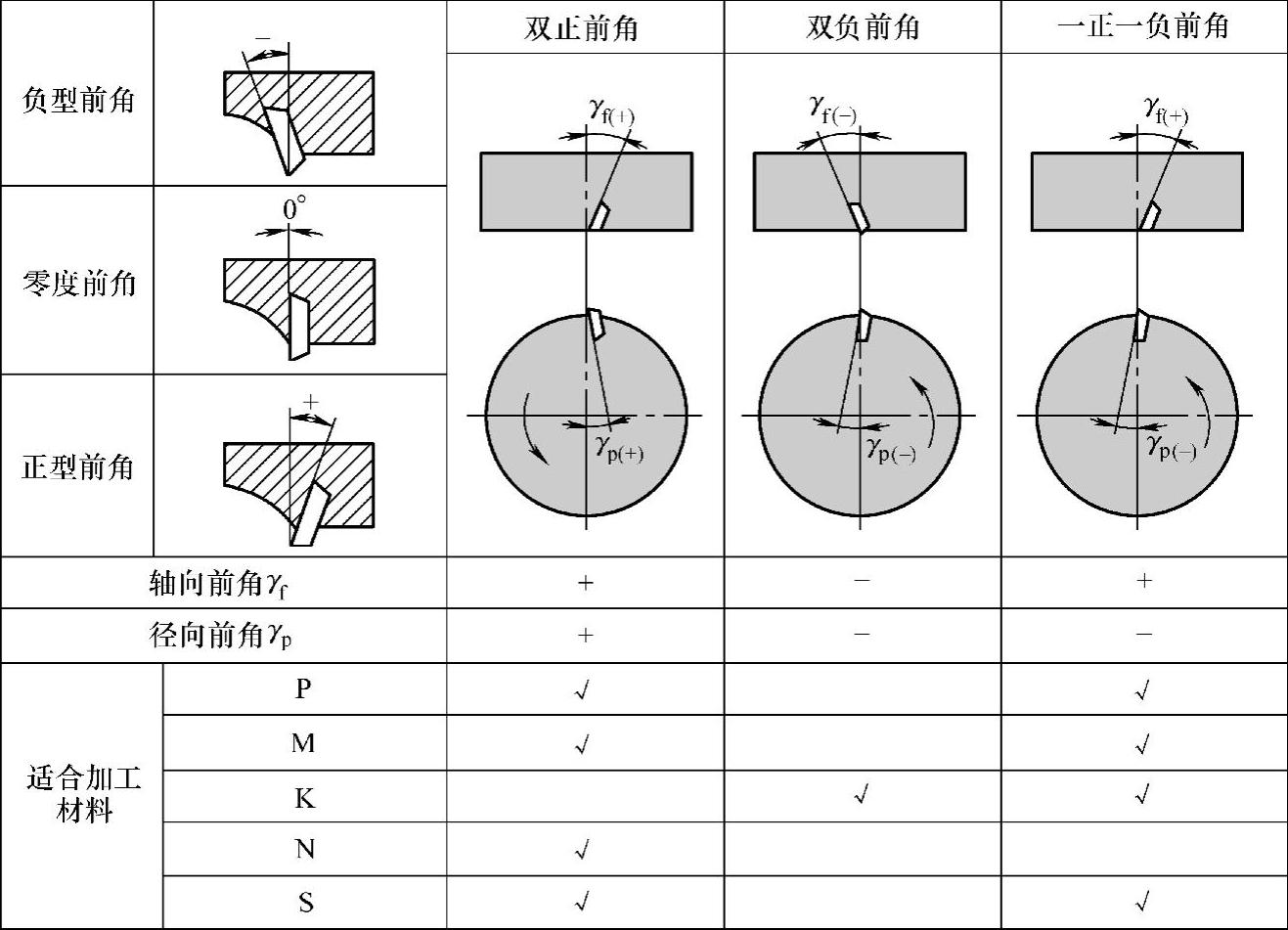
正前角、負(fù)前角和零前角
軸向、徑向前角均為正(下簡稱“雙正”)的刀具由于增加了切削角,因而切削加工效率最高,雖然強(qiáng)度上不及“雙負(fù)”刀具,但進(jìn)刀沖擊、切削力卻大大降低,對于陳舊、剛性不足及功率有限的機(jī)床,這是一種明智的選擇。具有“雙正”角度的刀片,對于加工有色金屬材料、軟材料及黏性不銹鋼是最佳的選擇。
徑向負(fù)前角和軸向正前角的組合,綜合了“雙負(fù)”和“雙正”的優(yōu)點(diǎn),負(fù)的徑向前角提供了切削刃口的強(qiáng)度,而正的軸向前角有利于排屑和防止積屑瘤,同時(shí)還可把熱量從工件表面和切削刃上帶走。而徑向正前角和軸向負(fù)前角組合,減少了機(jī)床功率消耗。