




銑刀的前角可分解為徑向前角rf和軸向前角rp,徑向前角rf主要影響切削功率;軸向前角rp則影響切屑的形成和軸向力的方向,當rp為正值時切屑即飛離加工面。徑向前角rf和軸向前角rp正負的判別如圖所示。
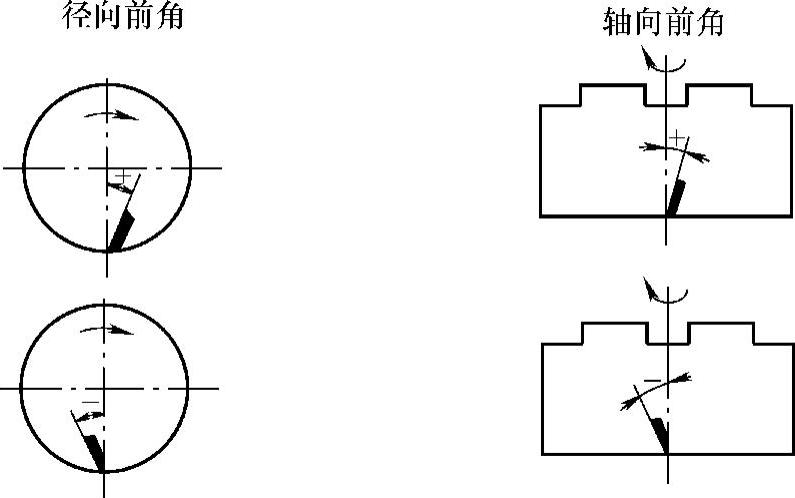
徑向前角rf和軸向前角rp正負的判別
常用的前角組合形式如下:
(1)雙負前角 雙負前角的銑刀通常均采用方形(或長方形)無后角的刀片,刀具切削刃多(一般為8個),且強度高、抗沖擊性好,適用于鑄鋼、鑄鐵件的粗加工。由于切屑收縮比大,需要較大的切削力,因此要求機床具有較大功率和較高剛性。由于軸向前角為負值,切屑不能自動流出,當切削韌性材料時,易出現積屑瘤和刀具振動。
凡能采用雙負前角刀具加工時,建議優先選用雙負前角銑刀,以便充分利用和節省刀片。當采用雙正前角銑刀產生崩刃(即沖擊載荷大)時,在機床允許的條件下,也應優先選用雙負前角銑刀。
(2)雙正前角 雙正前角銑刀采用有后角的刀片,這種銑刀楔角小,具有鋒利的切削刃。由于切屑收縮比小,所耗切削功率較小,切屑成螺旋狀排出,不易形成積屑瘤。這種銑刀最適宜用于軟材料和不銹鋼、耐熱鋼等材料的切削加工。對于剛性差(如主軸懸伸較長的鏜銑床)、功率小的機床和加工焊接結構件時,也應優先選用雙正前角銑刀。
(3)正負前角(軸向正前角、徑向負前角) 這種銑刀綜合了雙正前角和雙負前角銑刀的優點,軸向正前角有利于切屑的形成和排出,徑向負前角可提高刀刃強度,改善抗沖擊性能。此種銑刀切削平穩,排屑順利,金屬切除率高,適用于大余量銑削加工。


 客服1
客服1 