




面銑刀刀柄一般采用圓柱與端面定位,端鍵傳遞動(dòng)力,螺釘夾緊的方式,根據(jù)刀具的大小,有中心單個(gè)螺釘夾緊與端面四個(gè)螺釘夾緊的方式。
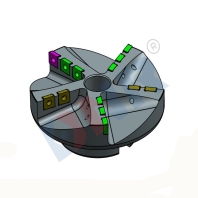
下圖所示為常用套式面銑刀安裝結(jié)構(gòu)示意圖,可見每個(gè)面銑刀的中心有一個(gè)定位圓柱面和定位端面,在定位端面上開設(shè)有端面?zhèn)鲃?dòng)鍵槽,對(duì)于尺寸較大的面銑刀,如CB/T 5342.1-2006規(guī)定的C型安裝結(jié)構(gòu)直徑在160mm、200mm和250mm規(guī)格的面銑刀則是在端面開設(shè)有4個(gè)夾緊螺釘孔,代替中心螺釘夾緊刀具。
針對(duì)GB/T5342.1-2006套式面銑刀安裝設(shè)計(jì),面銑刀刀柄一般也有兩種,如圖所示。圖a所示的刀柄適合于國標(biāo)中的A型與B型面銑刀的安裝夾緊,其刀具直徑一般在125mm以下,安裝時(shí),將面銑刀的圓柱孔裝入刀柄的圓柱定位面內(nèi)并使傳動(dòng)鍵槽與端面?zhèn)鲃?dòng)鍵對(duì)齊嵌入接觸至定位,然后旋入并擰緊中心夾緊螺釘即可圖b所示刀柄的不同點(diǎn)主要在刀具夾緊上,其采用四個(gè)螺釘夾緊,適合于刀具直徑較大的面銑刀。
